Из какой стали делают клапана двигателей?
ПРАВИЛЬНЫЙ ВЫБОР КЛАПАНОВ

При выборе клапанов для форсированного двигателя наибольшее количество вопросов вызывает именно выбор материала. Производители предлагают широкий выбор материалов, удовлетворяющий требованиям практически любого двигателя. Некоторые производители имеют в своем ассортименте один-два типа материала, заявляя при этом о его универсальности и том, что он подходит ко всем моторам. Однако если взять в расчет условия, в которых приходится работать клапанам, становится понятным необоснованность таких заявлений, один тип материала ни в коем случае не может подойти ко всем без исключения двигателям. Основная разница между впускными и выпускными клапанами состоит в различных рабочих температурах. Выпускные клапаны находятся под постоянным воздействием крайне разрушительных газов, а температуры часто превышают рубеж 760°С. Впускные же клапаны постоянно охлаждаются потоками воздушно-топливной смеси и не разогреваются до таких температур. Специфические сплавы впускного клапана при своей не слишком высокой рабочей температуре могут оказаться прочнее нержавеющей стали выпускного клапана.
Значительная часть впускных клапанов изготовлена из сталистых сплавов, например, как сильхром 1, что обусловлено значительной прочностью таких сплавов в диапазоне рабочих температур, относительно невысокой стоимостью и тем фактом, что упор клапана может быть дополнительно закален для увеличения долговечности. Выпускные клапаны изготавливаются из нержавеющих сталей марок 21-2N или 21-4N, имеющих высокую термостойкость и устойчивость к окислению оксидами свинца.
Кованые клапаны из нержавеющей стали
В США эти высококачественные клапаны изготавливаются из очищенной стали 21-2N. Такие клапаны имеют цельную конструкцию и дополнительно закаленный упор. Хромирование штока и полировка поверхности — возможная дополнительная обработка.
Серия впускных клапанов «Super Duty», изготовленных из термически обработанной нержавеющей стали марки 422, разработана специально для работы в особо сложных условиях. Материал этих клапанов превосходит по качествам материалы так называемых «клапанов для тяжелых условий эксплуатации», широко представленных на рынке и имеет выдающуюся устойчивость к уставанию и растрескиванию. Выпускные клапаны премиум класса также изготовлены из высококачественного сплава 21-2N, однако в процессе производства подвергаются дополнительной термической обработке и некоторым другим операциям, существенно повышающим прочность изделия. Благодаря этому клапаны становятся способными выдерживать высокие температуры и работать на высоких оборотах.
Никелевый сплав инконель довольно редко используется в автомобильных двигателях. Он может быть необходимым в двигателях, работающих на особо высоких температурах, например, в турбированных двигателях. Титан — прочный, легкий, но вместе с тем дорогой материал, используемый преимущественно в автоспорте. Основное преимущество титана — существенное снижение веса клапана, что позволяет двигателю работать на более высоких скоростях и реализовать весь заложенный в него потенциал.
Конструкция головки клапана
Форма головки клапана и ее размеры имеют особое значение для мощности двигателя. А ключевым звеном является диаметр головки и угол седла. Клапаны, имеющие вогнутую со стороны камеры сгорания головку, — несколько легче обычных, но из-за увеличенного объема камеры сгорания имеет место некоторое падение компрессии. Диаметр головки клапана прямо пропорционально связан с интенсивностью прохождения потоков воздушно-топливной смеси и, следовательно, мощностью двигателя. То есть клапан должен иметь достаточный для свободного прохождения потоков смеси диаметр головки. Повысить мощность двигателя можно установив в головку блока клапаны с увеличенным диаметром головок. Такие клапаны, однако, имеют и недостаток — заметное снижение пиковой мощности и крутящего момента. Выбор диаметра клапана в итоге оказывается компромиссом между низкими оборотами и пиковой мощностью, определяющим же фактором при этом является предназначение двигателя. В обычных, нетурбированных двигателях, диаметр головки впускного клапана больше диаметра выпускного на 25%.
Угол седла клапана
Угол седла клапана обычно определяется производителем двигателя, хотя измерить его можно в любой мастерской. Даже если в распоряжении мастерской имеется гидростенд, лучше не испытывать судьбу и следовать рекомендациям производителя относительно угла седла, поскольку его значение имеет огромное значение. При обработке седла клапана необходимо уделять особое внимание точности. Для того, чтобы контактная поверхность седла соприкасалась с нужной точкой фаски клапана и имела требуемую ширину (1,15 — 1,5 мм), седло должно быть обработано под несколькими углами. Профессионально обработанные седла могут существенно повысить мощность двигателя. При измерении углов нужно быть внимательным, в некоторых двигателях, как, например, у двигателя Honda S2000, имеют место сужающиеся углы.
Обработка нижней части головки клапана — полировка
Форма нижней части головки клапана и качество ее обработки также влияет на прохождение потоков смеси через клапан. Нижняя поверхность головок высококачественных клапанов проходит специальную механическую обработку, повышающую прочность клапана и облегчающую прохождение потоков смеси. Полировка имеет несколько положительных сторон. Во-первых, благодаря удалению с поверхности всех неровностей первичной обработки облегчается прохождение потоков смеси, а во-вторых, в процессе полировки удаляются все возможные концентраторы напряжения.
Конструкция штока клапана — диаметр и выточка на штоке
Именно шток является опорой поверхностью, контактирующей с направляющей клапана. Упор же клапана должен обладать достаточным запасом прочности, способным выдерживать постоянные нагрузки, передаваемые на клапан качающимся рычагом. Диаметр штока зависит от того, какой вес и запас прочности ожидается от клапана. Некоторые клапаны премиум-класса имеют вырезку на штоке. Вырезка уменьшает диаметр в области ниже направляющей и ощутимо увеличивает проходимость смеси при низком подъеме головки клапана. При этом слегка снижается вес клапана. Существенно снизить вес клапана можно уменьшив диаметр его штока.
Покрытие клапана и его зазор
Хромирование штока клапана увеличивает его долговечность в условиях недостаточного смазывания. Это особенно актуально для сильно разогревающихся выпускных клапанов. В настоящее время покрытие имеют все более или менее качественные клапаны, что позволяет удовлетворить требованиям самых строгих масло сберегающих технологий. Зазор между штоком клапана и направляющей зависит от многих факторов: диаметра штока, предназначения двигателя, свойств материала направляющей и типа сальника клапана. Клапаны, имеющие недостаточный зазор могут привести к значительно большим повреждениям двигателя, чем клапаны с чрезмерным зазором. Наиболее распространенные значения зазора впускных клапанов — 0,04-0,06 мм, выпускных — 0,05-0,075 мм.
Конструкция замка клапанной пружины
Наиболее распространенная конструкция замка клапанной пружины — прямоугольной формы канавка. Компоненты такого замка представлены в широком ассортименте форм и типов материалов. Кроме этого свою эффективность доказали и многоканавочные замки, позволяющие клапану вращаться независимо от пружины и ее тарелки. Благодаря этому достигается равномерный износ и чистота контактных поверхностей фаски клапана и седла, а это в свою очередь увеличивает долговечность клапана. И хотя среднестатистический автомобиль великолепно работает с многоканавочной конструкцией замка тарелки пружины, для форсированных двигателей рекомендуется одноканавочная конструкция. Полукруглая форма канавки замка, не имеющая острых углов прямоугольной объективно нужна только в клапанах с очень маленьким диаметром штока, работающих на пределе прочности. Поломка клапана в области канавки замка — довольно нетипичное явление.
Конструкция упора клапана
Упор клапана должен обладать достаточным запасом прочности, чтобы противостоять постоянному давлению качающегося рычага. Нержавеющую сталь невозможно закалить до такого уровня, чтобы она выдерживала подобные нагрузки, поэтому упор необходимо либо наваривать, либо делать съемным. Сплавы не на основе нержавеющей стали хорошо поддаются закалке и не нуждаются в наварных упорах или других укрепленных элементах. Шток клапана с многоканавочной конструкцией замка должен быть закален в области канавок либо наварен, если материал головки — нержавеющая сталь.
Вес двигателя может быть фактором, ограничивающим обороты двигателя. Этот фактор обязательно нужно учитывать при его конструировании. При этом учитывая больший размер впускных клапанов им нужно уделять особое внимание. Вырезка на штоке клапана — незначительное снижение веса. Большого результата можно добиться уменьшив диаметр штока клапана. Титановые клапаны хотя и дорого стоят, но имеют существенно меньший вес, что благотворно сказывается на оборотах двигателя и долговечности пружин клапанного привода.
Зазор между поршнем и клапаном
Ни один клапан не выдержит удара о поршень. Основной причиной выхода из строя головок блока является именно такие удары. Рекомендуемый зазор между ними — 2,5 мм, хотя это значение и может показаться слишком большим. Безусловно. Меньший зазор обеспечит лучшие результаты, но при этом придется жертвовать надежностью двигателя.
Материалы для производства клапанов
Материалы для производства клапанов должны удовлетворять всем требованиям двигателя. Термин «нержавеющая сталь» обычно применяется по отношению ко сплавам стали, содержащим как минимум 10% хрома. Как будет показано ниже, сплав сильхром 1 приближается к этому уровню при том что стоимость его остается на уровне дешевых высокоуглеродистых сплавов.
Sil XB, 422, 21-2N и 21-4N: сплавы нержавеющей стали.
1541: высокоуглеродистая сталь с добавками марганца, повышающими коррозионную устойчивость. 8440: стальной сплав, пригодный для производства работающих под повышенными нагрузками клапанов. Для повышения термостойкости в сплав добавлен хром.
Sil1: стальной сплав с 8,5% содержанием хрома, пригодный для производства работающих с повышенными нагрузками клапанов. Используется для изготовления высококачественных впускных клапанов.
Sil XB: ферритный сплав, содержащий 20% хрома и 1,3% никеля. Используется для производства впускных клапанов. Работающих под высокими нагрузками.
422: сплав нержавеющей стали, используемый для изготовления высококачественных впускных клапанов. Сплав разработан специально для впукных клапанов, диапазон рабочих температур его не подходит для изготовления выпускных клапанов. Клапаны из этого сплава часто имеют обозначение «для жестких условий».
Ti-6: титан — легкий неферритный материал, применяемый для изготовления клапанов, работающих в высокооборотистых спортивных двигателях. Он на 40% легче стали и сохраняет прочность при высоких температурах. Обычно из титана изготавливаются впускные клапаны большого диаметра, хотя можно встретить и выпускные клапаны из этого материала.
21-2N: аустенитный стальной сплав, содержащий 21% хрома и 2% никеля. Наиболее популярный материал для изготовления выпускных клапанов, сохраняет свойства при существенных повышениях температуры. Благодаря дополнительной обработке характеристики клапана из такого материала можно приблизить к оптимальным. В итоге получается недорогой и очень качественный клапан.
21-4N: аустенитный стальной сплав похожий по качествам на 21-2N, но с более высоким содержанием никеля (4%). Используется как альтернатива сплаву 21-2N.
PS посоветуйте, как быть, стоковые клапана колбеншмидта 331033 и EA v94148
полировать или нет ?
Клапан ДВС

Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
 1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.

Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
Из какой стали делают клапана двигателей
Клапаны имеют грибовидную форму. Обычно их штампуют, в результате чего волокна располагаются соответственно конфигурации клапана. По условиям работы на двигателе клапаны разделяют на выпускные и впускные.
Условия работы головки и стержня выпускного клапана различны. Головка клапана в процессе работы сильно нагревается (до 600° С и выше), стержень изнашивается, а конец стержня изнашивается и сминается. Поэтому материал выпускного клапана должен сохранять свои механические свойства при высоких температурах (обладать жаропрочностью), не подвергаться местной закалке при остывании, не давать остаточных деформаций,
не подвергаться коррозии при высоких температурах, обладать высоким сопротивлением износу и смятию. Указанным требованиям удовлетворяют окалиностойкие и жаропрочные стали 40Х9С2 и 40Х10С2М, из которых в основном и изготовляют выпускные клапаны.
 950° С.
950° С.
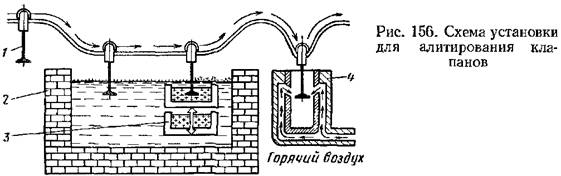
 , Нагрев конца стержня клапана для закалки проводится с помощью т. в. ч. или в установке для концевого нагрева в электролите.
, Нагрев конца стержня клапана для закалки проводится с помощью т. в. ч. или в установке для концевого нагрева в электролите.
 . В связи с тем, что условия работы головки и стержня клапана различны, а стержень в процессе работы не нагревается, для экономии жаропрочной стали клапаны иногда изготовляют сварными: головка из жаропрочной стали, а стержень из менее легированной стали (обычно из стали, применяемой для впускных клапанов).
. В связи с тем, что условия работы головки и стержня клапана различны, а стержень в процессе работы не нагревается, для экономии жаропрочной стали клапаны иногда изготовляют сварными: головка из жаропрочной стали, а стержень из менее легированной стали (обычно из стали, применяемой для впускных клапанов).
Впускные клапаны изготовляют в основном из сталей 40Х и 40ХН Клапаны из стали 40Х закаливают в масле от 850— 870° С и отпускают при 600—630° С (HRC 30—36). Затем закаливают конец стержня клапана от 820° С с охлаждением в масле (НRC 40—45).
Термическую обработку впускных клапанов можно проводить с использованием тепла после штамповки. При таком способе осуществляют: 1) непосредственную закалку в масле после штамповки с предварительным подстуживанием до 800—850° С или без подстуживания и отпуск при 600—630° С; 2) изотермическую закалку по режиму: штамповка поковок, перенос их в изотермическую среду (щелочь или селитру) с температурой 390—500° С, выдержка 15 мин, охлаждение в воде, промывка в растворе хромпика и окончательная промывка в проточной воде. Наиболее целесообразным является первый вариант как более простой.

Тарельчатый клапан — деталь большинства поршневых двигателей внутреннего сгорания (ДВС), является частью газораспределительного механизма, непосредственно управляющей потоками рабочего тела, поступающего и выходящего из цилиндра. Используются также в крупных компрессорах, паровых машинах.
Содержание
Устройство тарельчатого клапана [ править | править код ]
Тарельчатый клапан состоит из собственно круглой тарелки и стержня меньшего диаметра. Из соображений прочности и аэродинамики переход между тарелкой и стержнем выполняется большим радиусом (рис.1). Некоторое время были популярны тарелки зонтичной (тюльпанообразной) формы, уменьшавшие вес впускного клапана до веса выпускного (диаметр впускных клапанов выбирают больше, так как сопротивление впускного тракта сильнее снижает мощность двигателя, чем сопротивление выпуска) при одновременном снижении гидравлического сопротивления. Однако при этом растёт площадь камеры сгорания, что увеличивает выбросы углеводородов.
Клапан совершает перемещения по оси стержня, при этом тарелка открывает путь газам, а при посадке на седло — плотно запирает его. Некоторый зазор между стержнем и втулкой клапана необходим, чтобы избежать заедания при нагреве клапана, и чтобы тарелка могла самоустановиться на седло. Для поддержания самоустановки, а следовательно, плотности запирания, тарелка имеет фаску под углом 45 или 30 градусов к её плоскости.
Силовое замыкание кинематической схемы привода клапанов (то есть, и возврат клапана в закрытое положение) осуществляется витыми клапанными пружинами, на быстроходных спортивных двигателях — с помощью десмодромного механизма. Стержень клапана имеет обычно термоупрочнённый торец, куда передаётся усилие от рокера, коромысла или стакана, и одну или несколько канавок для установки сухарей (канавка видна на рис.1). Меньше распространена передача усилия через внутреннюю резьбу в стержне клапана от толкателя (такую конструкцию имеет клапан на В-2 и всех последующих модификациях, изготовляемых сейчас «Барнаултрансмашем»)
Между пружиной и плоскостью головки, кроме стальной закалённой шайбы, может быть установлен механизм проворота клапана (иначе называемый механизм самопритирки). Это позволяет продлить интервалы между притиркой клапанов, сохраняя плотность их посадки в течение длительного времени [1] .
Компоновка клапанов в двигателе [ править | править код ]
Количество клапанов в двигателе зависит от принятой схемы газораспределительного механизма [2] . Типовое значение 2 или 4 клапана на цилиндр, но встречаются схемы с 5 клапанами (из них 3 впускные), или даже 1 большим выпускным клапаном (прямоточная продувка 2-тактного дизеля). Клапанные пружины, поддерживающие кинематику ГРМ, всегда спиральные с плоскими шлифованными торцами. На один клапан приходится обычно 1 (реже 2) пружины, и 2 сухаря. Размеры и форма сухарей индивидуальны, обычно каждый двигатель имеет оригинальные сухари клапанов.

Клапаны могут размещаться по нижнеклапанной или верхнеклапанной схеме, располагаться под углом друг к другу или параллельно. Целью работы конструктора при их размещении является надёжный газообмен с небольшим аэродинамическим сопротивлением, необходимое размещение коллекторов в подкапотном пространстве, компактность камеры сгорания, соблюдение норм выхлопа и др.
Применяемые материалы и технологии [ править | править код ]
Впускные клапана двигателей обычно изготовляют высадкой из сильхромовой стали типа 40Х9С2, 40Х10С2М. Эти стали обладают довольно высокой жаростойкостью, и поскольку температура отходящих газов у дизелей меньше (по причине высокой степени сжатия), чем у искровых моторов, используются и для изготовления выпускных клапанов дизелей.
Выпускные клапана старых искровых моторов также делали сильхромовыми, недостаточную жаростойкость компенсировали удобством притирки (ГАЗ-51), напайкой кромки тарелок стеллитом; наполнение клапанов натрием для теплоотдачи от тарелки применялось ранее (ГАЗ-66/ГАЗ-53, ЗИЛ-130), и применяется сейчас [3] [4] [5] [6] .
Позднее перешли на сварные клапаны: стержень из сталей типа 40ХН, 38ХС, тарелка из сталей типа 40Х14Н14В2М, 45Х22Н4М3. На дизелях такие стали не применяют: дизельное топливо содержит серу, а сернистые газы быстро разрушают никельсодержащие стали. Применяется и напайка кромок твёрдыми материалами: стеллитом, нихромом [7] .
Неисправности клапанов [ править | править код ]
Основными неисправностями тарельчатых клапанов являются [8] :
- неплотность;
- прогорание тарелки;
- износ стержня, зазор по направляющей клапана;
- изгиб клапанов после соударения с поршнем.
Неплотность клапанов может быть с момента изготовления, развиться в течение работы, либо быть следствием некачественного ремонта или неверной регулировки клапанов. Впускной клапан может длительное время пропускать газ без прогорания, но искровой двигатель при этом обычно потряхивает: во впускной тракт забрасывает отработавшие газы, и воспламенение такой разбавленной смеси становится ненадёжным. Дизель, соответственно, дымит [9] . Ещё одной причиной может быть загиб клапанов [10] , двигатель при этом трясётся очень сильно, а заводится плохо.
В случае умеренной неплотности клапанов, они ещё могут быть притёрты, но чаще всего их меняют комплектом. Причина в том, что к этому времени обычно происходит износ стержня клапана с увеличением расхода масла, а при долгой притирке старого клапана выступание его торца над плоскостью головки увеличивается — гидрокомпенсатор может выйти из рабочей зоны. Если выступание превышает допустимое уже с новым клапаном, то по инструкции нужно менять головку блока, на практике — торец клапана шлифуют для уменьшения высоты.
Прогорание тарелки выпускного клапана всегда является следствием сильного перегрева при отсутствии клапанного зазора и большом прорыве газов. Тарелка впускного клапана прогореть не может, так как задолго до этого при прорыве газов на впуск цилиндр работать перестанет, и температура газов снизится. Однако у дизелей при этом могут возникать другие проблемы.
Износ стержня и/или втулки клапана приводит к нарушению работы сальников клапанов, а значит — высокому расходу масла. Поэтому при ремонте головки блока цилиндров может возникать необходимость в замене клапанов и/или направляющих. После смены направляющих требуется обычно обработать седло шарошками на оправке, базирующейся по новой направляющей, после чего притереть клапан. Обычно разом меняют все направляющие, либо только впускные (зазор во втулках впускных клапанов решающий для расхода масла, ввиду меньшего давления во впускной трубе).
Клапанная сталь
Клапанная сталь ) — выпускные клапаны автомобильных, тракторных и дизельных двигателей, из сталей мартенситоферрит-ного класса марок 15Х6СЮ и i2X13 — детали котельных установок, турбин. [2]
Хромоникелевая аустенитная клапанная сталь обладает более высокой прочностью при температурах 600 — 900 С, более высокой пластичностью и не закаливается на воздухе. Недостатком ее является низкая твердость ( 160 — 200 Нв), которая не может быть повышена термообработкой, а также свойственная аустенитной стали недостаточно хорошая обрабатываемость резанием. [3]
Легирование клапанных сталей одновременно хромом и кремнием предусматривает главным образом повышение окалинсстойкости. Совместное влияние хрома и кремния на повышение сопротивления окислению при высоких температурах иллюстрируется диаграммами на фиг. Следует иметь также в виду, что если при 6 — 8 % Сг содержание кремния будет выше 3 5 %, то сталь становится ферритной и не поддается упрочнению методами термической обработки. [4]
Применяемые марки клапанной стали по химическому составу могут быть объединены в следующие группы. [5]
Однако сварке поддаются только некоторые клапанные стали . Наиболее жаропрочные стали мартенситно-аустенитного класса не свариваются. К тому же сварные клапаны менее прочны, чем клапаны, полученные методом экструзии. [7]
Хромокремнистые ( сильхромы) и клапанные стали типа 4Х9С2, 4Х10С2М, ЗХ13Н7С2, 4Х14Н14В2М и 4Х14Н14СВ2М применяются как жаростойкий материал в клапанах авиа — и автодвигателей, в рекуператорах, теплообменниках, колосниковых решетках. Эти стали имеют высокую прочность и твердость при рабочих температурах, хорошо сопротивляются действию тепло-смен и усталости. Обладают высоким сопротивлением газовой коррозии в атмосфере воздуха и в конденсате продуктов сгорания бензина. [8]
В табл. 12 представлены отдельные марки клапанной стали . [9]
Сталь марок Х14Н14В и Х14Н14ВС считается лучшей клапанной сталью и находит широкое применение как материал для выпускных клапанов наиболее мощных авиационных моторов. [10]
Коэффициент термического расширения последнего сплава близок к соответствующему показателю клапанной стали 55Х20Г9АН4, а горячая твердость имеет высокое значение. [11]
Как видно, сталь обладает более высокими механическими свойствами, длительной прочностью и окалиностойкостью, чем клапанные стали других марок . [12]
Сталь первых пяти групп относится к карбидному классу и закаливается на воздухе, что связано с высокой твердостью ( до 500 Нв) и хрупкостью, являющейся существенным недостатком клапанной стали . [13]
Сталь для клапанов двигателей внутреннего сгорания должна удовлетворять следующим требованиям: а) хорошо сопротивляться действию повторных динамических нагрузок при высоких температурах ( до 900 С в мощных авиамоторах); б) иметь достаточно высокую поверхностную твердость; в) противостоять разъедающему действию продуктов сгорания; г) обладать достаточной теплопроводностью и ограниченным коэфициентом термического расширения. Кроме того, клапанная сталь во избежание хрупкости не должна закаливаться на воздухе при охлаждении клапана с его рабочих температур. Всем перечисленным требованиям в полной мере ни одна из известных марок стали ( при крайнем разнообразии их) не удовлетворяет. [14]
Углерод необходим потому, что он повышает устойчивость аустенита. Кремний применяется в клапанных сталях по двум причинам: во-первых, он, особенно в присутствии хрома, вызывает большую сопротивляемость окислению; во-вторых, при содержании его до 5 % повышается критическая точка Ас примерно на 50 на каждый процент содержания кремния. Хром также повышает точку Ас, примерно на 10 на каждый процент содержания его в материале. [15]
Паровозный клапан марка стали
Клапанная сталь
Клапанная сталь ) – выпускные клапаны автомобильных, тракторных и дизельных двигателей, из сталей мартенситоферрит-ного класса марок 15Х6СЮ и i2X13 – детали котельных установок, турбин. [2]
Хромоникелевая аустенитная клапанная сталь обладает более высокой прочностью при температурах 600 – 900 С, более высокой пластичностью и не закаливается на воздухе. Недостатком ее является низкая твердость ( 160 – 200 Нв), которая не может быть повышена термообработкой, а также свойственная аустенитной стали недостаточно хорошая обрабатываемость резанием. [3]
Легирование клапанных сталей одновременно хромом и кремнием предусматривает главным образом повышение окалинсстойкости. Совместное влияние хрома и кремния на повышение сопротивления окислению при высоких температурах иллюстрируется диаграммами на фиг. Следует иметь также в виду, что если при 6 – 8 % Сг содержание кремния будет выше 3 5 %, то сталь становится ферритной и не поддается упрочнению методами термической обработки. [4]
Применяемые марки клапанной стали по химическому составу могут быть объединены в следующие группы. [5]
Однако сварке поддаются только некоторые клапанные стали . Наиболее жаропрочные стали мартенситно-аустенитного класса не свариваются. К тому же сварные клапаны менее прочны, чем клапаны, полученные методом экструзии. [7]
Хромокремнистые ( сильхромы) и клапанные стали типа 4Х9С2, 4Х10С2М, ЗХ13Н7С2, 4Х14Н14В2М и 4Х14Н14СВ2М применяются как жаростойкий материал в клапанах авиа – и автодвигателей, в рекуператорах, теплообменниках, колосниковых решетках. Эти стали имеют высокую прочность и твердость при рабочих температурах, хорошо сопротивляются действию тепло-смен и усталости. Обладают высоким сопротивлением газовой коррозии в атмосфере воздуха и в конденсате продуктов сгорания бензина. [8]
В табл. 12 представлены отдельные марки клапанной стали . [9]
Сталь марок Х14Н14В и Х14Н14ВС считается лучшей клапанной сталью и находит широкое применение как материал для выпускных клапанов наиболее мощных авиационных моторов. [10]
Коэффициент термического расширения последнего сплава близок к соответствующему показателю клапанной стали 55Х20Г9АН4, а горячая твердость имеет высокое значение. [11]
Как видно, сталь обладает более высокими механическими свойствами, длительной прочностью и окалиностойкостью, чем клапанные стали других марок . [12]
Сталь первых пяти групп относится к карбидному классу и закаливается на воздухе, что связано с высокой твердостью ( до 500 Нв) и хрупкостью, являющейся существенным недостатком клапанной стали . [13]
Сталь для клапанов двигателей внутреннего сгорания должна удовлетворять следующим требованиям: а) хорошо сопротивляться действию повторных динамических нагрузок при высоких температурах ( до 900 С в мощных авиамоторах); б) иметь достаточно высокую поверхностную твердость; в) противостоять разъедающему действию продуктов сгорания; г) обладать достаточной теплопроводностью и ограниченным коэфициентом термического расширения. Кроме того, клапанная сталь во избежание хрупкости не должна закаливаться на воздухе при охлаждении клапана с его рабочих температур. Всем перечисленным требованиям в полной мере ни одна из известных марок стали ( при крайнем разнообразии их) не удовлетворяет. [14]
Углерод необходим потому, что он повышает устойчивость аустенита. Кремний применяется в клапанных сталях по двум причинам: во-первых, он, особенно в присутствии хрома, вызывает большую сопротивляемость окислению; во-вторых, при содержании его до 5 % повышается критическая точка Ас примерно на 50 на каждый процент содержания кремния. Хром также повышает точку Ас, примерно на 10 на каждый процент содержания его в материале. [15]


- 10 декабря 2014 19:21:52
- Просмотров: 7245
Сталь для изготовления ножей
Сталь ШХ15
Данная разновидность стали является подшипниковой, она обладает всеми теми свойствами, которые необходимы для изготовления особо прочных ножей. Все клинки, изготовленные из стали ШХ15, отличаются высокими режущими показателями, прочностью, внешней привлекательностью. Сталь ШХ15 относится к классу низколегированных хромистых материалов. Она может быть насыщена специальными элементами для улучшения показателей прокаливаемости, теплостойкости. Сталь отличается высокой однородностью, контактной выносливостью, что позволяет ножам оставаться необычайно острыми долгое время. Металл достаточно твердый, что делает изделия стойкими к смятию, деформации. При этом, такая сталь обладает хорошей вязкостью и пластичностью, она не крошится при сильных нагрузках, легко поддается обработке. Темные оттенки материала делают ножи привлекательными по внешнему виду, эксклюзивные изделия из стали ШХ15 выглядят весьма элегантно. Все ножи, произведенные из стали ШХ15, долговечны в эксплуатации, долгое время не стачиваются, сохраняя отменные режущие показатели.
Сталь паровозного клапана
Материал, который широко применяется при изготовлении авторских клинков. Сталь паровозного клапана обладает всеми качествами, которые необходимы клинку. Кроме того, этот материал достаточно распространенный, выпускные клапаны паровоза, отслужившие свой век, легко поддаются ковке, обработке и прокаливанию. Почему именно этот материал подходит для изготовления ножей? Все очень просто, у этой стали есть уникальные свойства, которые делают клинки самыми лучшими, высокопрочными.
1. Достаточная твердость материала, обеспечивает ножам стойкость к механическим воздействиям, деформации.
2. Пластичность, что позволяет делать ножи необычайно острыми.
3. Простота в обработке, при заточке клинков.
4. Высокая прочность, износостойкость.
5. Выносливость при контакте с другими материалами.
6. Хорошая однородность материала.
7. Внешняя привлекательность – белый цвет, который сохраняется даже после обработки.
Ножи из стали паровозного клапана служат достаточно долго и не требуют частой заточки.
Дамасская сталь
Уникальный и поистине легендарный тип стали, рецепт которого когда-то был утерян. Со временем мастера восстановили состав дамасской стали. Однако утверждать, что она осталась такой же, как была у крестоносцев, никто не берется. Но в любом случае дамасская сталь – тот идеальный материал для ножей, который обладает лучшими характеристиками и соединяет в себе все свойства самых лучших металлов для клинков в мире.
1. Особенная прочность и твердость – материал не поддается почти никаким механическим воздействиям, он способен выдерживать грандиозную нагрузку.
2. Необыкновенные режущие данные – при заточке ножи из дамасской стали могут разрубить толстую металлическую проволоку.
3. Износостойкость, при этом такие клинки не требуют частой заточки, они остаются острыми более месяца.
4. Долговечность в эксплуатации – нож прослужит не один десяток лет.
5. Изысканный внешний вид – тонкие, витые узоры дамасской стали завораживают своей красотой.
Сталь 95х18
Главное достоинство этой стали – устойчивость к коррозии. Данный показатель позволяет применять ножи в суровых погодных условиях. Кроме того, сталь 95х18 является гибкой, пластичной, что важно при заточке и эксплуатации. Материал отличается высокой прочностью, стойкостью к различным деформациям и механическим воздействиям. Нержавеющие ножи из стали 95х18 долговечны в эксплуатации, они не стачиваются и не теряют своих режущих данных много лет.
quote: Originally posted by Антон42:
Я вот одного понять не могу в книге «В помощь выбирающему нож» написано что выпускные клапаны (если не ошибаюсь) из хромникелевой стали и закалку не воспринимают. Это так? А то лежит еще не раскованный. Ждет.
Скорее всего имеется ввиду стали марок 12Х18Н10Т и им подобные, такие стали действительно проблемно воспринимают закалку, хотя их использование на клапанах в двигателях я ставлю под сомнение, хотя кто знает на сколько далеко шагнул прогресс 
p.s. Для впускных и выпускных кланов в транспортной промышленности применяю вообще-то не хромоникелевые стали, а стали коррозионные и окалиностойкие.
| petrovich719 | posted 19-2-2008 18:52 Недавно набрак штук 50 разных клапанов(впускных выпускных),с легковых машин, перед тем как ковать попробовал прикалить. Был удивлен, не один не закалился, чтоб напильник не брал, не на масло не на воду. Пробовал надфилем фирмы ,,Зигнет. Кушает довольно резво, даже если масло не обтирать особо, после закалки. |
| Дмитрий .М | posted 19-2-2008 19:05 Уж сколько раз твердили миру. |
Штоки делают из одного металла а тарелки из другого. Штоки куют лохи и неучи, умные люди куют тарелки выпускных клапанов. Но это нужно уметь.
Марок металла «для клапанов» штук 20-30, ибо ГОСТ давно почил а бозе.
В общем и целом на клапана идет легированая малооржавляемая сталь. А на тарелки выпускных обязательно еще и жаропрочная, читай с вольфрамом или молибденом или с обоими. Калить с 1000-1050 как минимум с выдержкой и на масло. Иначе не прокалится.
| Душманище | posted 19-2-2008 20:02 Важное ЗАМЕЧАНИЕ! В последние годы попадаются тепловозные клапаны из «репы» обязательно нужно проверять на искру на наждаке: если красная – все нормально, если желтая – можно смело выкидывать. Да и с автомобильными можно «попасть» – впускные бывают с наполнителем(какойто легкий металл, говорят – литий)при расковке на мехмолоте даже взрываются. А по закалке конкретно тепловозного (от ЧМЭ-3) то твердость стали и так вполне достаточная для ножа. |
| petrovich719 | posted 19-2-2008 20:59 |
quote: Штоки куют лохи и неучи, умные люди куют тарелки выпускных клапанов. Но это нужно уметь.
Чтоб не быть неучем читаю форум (ПТУ здесь нет),чтоб не быть лохом, сначала проверяю, (на воду, на масло) тарелки ковать еще не умею, а за информацию спасибо. Так все ножики из клапанов которые я видел были из тарелок?Если возможно подскажите как ковать тарелки. Для обшего развития.
quote: Originally posted by petrovich719:
Чтоб не быть неучем читаю форум (ПТУ здесь нет),чтоб не быть лохом, сначала проверяю, (на воду, на масло) тарелки ковать еще не умею, а за информацию спасибо. Так все ножики из клапанов которые я видел были из тарелок?Если возможно подскажите как ковать тарелки. Для обшего развития.
Клапаны

Для работы четырехтактного ДВС требуется как минимум по два клапана на цилиндр — впускной и выпускной. В настоящее время применяются клапаны тарельчатого типа со стержнем. Для улучшения наполнения цилиндра горючей смесью диаметр тарелки впускного клапана делается больше, чем у выпускного. Седла клапанов изготовленные из чугуна или стали, запрессовываются в головку блока цилиндров.
При работе двигателя клапаны подвергаются значительным механическим и тепловым нагрузкам, поэтому для их изготовления применяются специальные сплавы. Иногда для улучшения охлаждения клапанов высокофорсированных двигателей применяют клапаны с полым стержнем, который заполняется натрием. Натрий при рабочих температурах плавится и в расплавленном виде перетекает внутри клапана, перенося тепло от более нагретой тарелки клапана к стержню. Для лучшей очистки рабочей фаски от нагара и равномерной теплопередачи иногда применяются различные механизмы для вращения клапана.
ГРМ могут быть нижнеклапанными и верхнеклапанными, но в современных двигателях используются только верхнеклапанные ГРМ, когда клапаны располагаются в головке цилиндров. Клапан удерживается в закрытом состоянии с помощью пружины, а открывается при нажатии на стержень клапана. Клапанные пружины должны иметь определенную жесткость для гарантированного закрытия клапана при работе, но жесткость пружины не должна быть чрезмерной, чтобы не увеличивать ударной нагрузки на седло клапана. Иногда для уменьшения возможности резонансных колебаний используются пружины уменьшенной жесткости, но на один клапан устанавливается по две пружины.
При использовании двух пружин они должны быть навиты в разные стороны, чтобы не произошло заклинивания клапана в случае поломки одной из пружин и попадания ее витка между витками другой пружины. Для снижения потерь на трение в ГРМ сейчас широко применяются ролики, размещаемые на рычагах и толкателях привода клапанов.
Рис. Замена трения скольжения трением качения путем применения в клапанном механизме роликов дает возможность уменьшить потери на привод клапанов

При открытии (опускании) впускного клапана через кольцевой проход между тарелкой клапана и седлом проходит топливно-воздушная смесь (или воздух) и заполняет цилиндр. Чем больше будет площадь проходного сечения, тем полнее заполнится цилиндр, а следовательно, и выходные показатели этого цилиндра при рабочем ходе будут выше. Для лучшей очистки цилиндров от продуктов сгорания желательно также увеличить диаметр тарелки выпускного клапана. Размеры тарелок клапанов ограничены размером камеры сгорания, выполненной в головке цилиндров. Лучшее наполнение цилиндров и их очистка обеспечиваются при использовании большего, чем два, числа клапанов на один цилиндр. Встречаются трехклапанные (два впускных и один выпуск ной) системы и пятиклапанные (три впускных и два выпускных) системы.
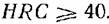
Рис. Четырехклапанная камера сгорания. Применение газораспределительного механизма с четырьмя клапанами на цилиндр в дизельном двигателе

Впервые четыре клапана на цилиндр были использованы еще 1912 г. на двигателе автомобиля Peugeot Gran Prix. Широкое использование такой схемы на серийных легковых автомобилях началось только в 1970-е гг. Сейчас ГРМ с четырьмя клапанами на цилиндр стали практически стандартными для двигателей европейских и японских легковых автомобилей. Некоторые из двигателей Mercedes имеют по три клапана на цилиндр, два впускных и один выпускной, с двумя свечами зажигания (по одной с каждой стороны от выпускного клапана).
Двигатели некоторых автомобилей группы Volksvagen-Audi и ряд японских двигателей используют пять клапанов на цилиндр (три впускных и два выпускных), но при таком числе клапанов значительно усложняется их привод.
Рис. Трехклапанный ГРМ. Компания DaimlerChrysler утверждает, что ГРМ с двумя впускными, одним выпускным и двумя свечами зажигания обеспечивает снижение вредных веществ в отработавших газах